

 Перезвоните мне
Перезвоните мнеПроизводство лиственницы
Ее достаточно трудно добывать и транспортировать, а также обрабатывать. Для того чтобы получить качественный хороший пиломатериал – например доску пола из лиственницы – лесозаготовительные работы начинают в зимний период, поскольку в это время древесина наиболее сухая.
Влага уходит из дерева, чтобы во время морозов дерево не лопнуло. Ведь даже свою хвою лиственница на зиму сбрасывает – чем отличается от других хвойных пород и откуда получила название.
Заготовка леса и транспортировка
Итак, вырубка круглого леса начинается в конце декабря. В этот период возможно получать самую качественную древесину лиственницы. Переправляют ее от мест вырубки плотовым способом, а зимой – лесовозами, так как в остальное время года, пригодное для вырубки, места вырубок изобилуют топкими болотами, препятствующими трелевке готовых лесоматериалов.

Трелевка – то есть транспортировка поваленных лиственниц на погрузочную площадку – на так называемый верхний склад – осложнена труднодоступностью вырубок.
Но как ни странно, снег в данном случае скорее союзник лесорубов, трелевать кругляк по снегу с помощью гусеничной техники проще, чем по грязи, кора будет чистой и не нужна будет дополнительная очистка перед распиловкой.
Обработка древесины
При производстве обрезной доски – это первый этап обработки круглого леса – используется только первый рез пиловочника. С верхнего склада, куда с вырубки вывозится (трелевка) кругляк, его отвозят по лесным дорогам на пилораму.
В производстве досок используется дисковая пилорама, обеспечивающая высокую гладкость изделий. То есть, из полученных досок можно дальше производить погонаж, но шлифовка и обстругивание уже не нужны – доска изначально гладкая. Сложность в распиловке лиственницы на пилораме в том, что она имеет высокую смолистость – до 23% против 4,6% у сосны!
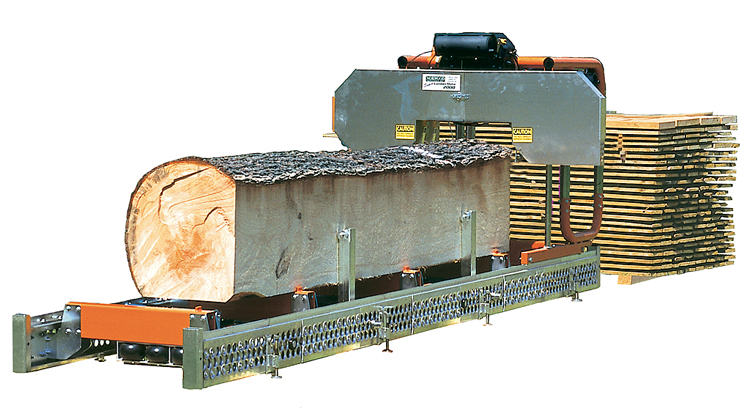
А значит, смола активно загрязняет зубья пил и под воздействием трения начинает подгорать. Для производства погонажных изделий мы используем только самое современное оборудование и дисковые пилы из надежных сплавов. Для очистки пил от смолы используется специальный станок, подающий на пилу горячую воду под давлением.
Каждое бревно распиливается по специальному раскрою, составленному в виде документа и таблицы. Так мы сводим к минимуму потери и отходы и повышаем качество готового пиломатериала. Все процессы управляются станком на числовом программном управлении, производящим распил по внесенной программе с точностью до миллиметров.
Существует несколько методов распиловки древесины, которые применяют при производстве досок.
Пиление «вразвал» дает возможность получить несколько необрезных досок заданной толщины. Пиление «с брусовкой» выполняют в два этапа, первый из которых позволяет получить несколько боковых досок и двухкантный брус, а второй заключается в распиловке бруса на отдельные доски.
Необрезная обрабатывается до обрезной в дальнейшем методом опиливания кромок на круглопильном станке.
При использовании фрезерно-пильного оборудования бревна сразу распиливают на обрезные доски. Затем уже все полученные доски отправляют в сушильный шкаф, где высушивают в соответствии с тем, где будет применяться будущий погонаж.
Экономия леса составляет до 40%. Впоследствии, когда основной материал получен, остается еще до 18% обрезков, их мы тоже пускаем в дело. Погонаж идет на дальнейшую обработку, а из этих обрезков в будущем будет изготовляться мебель сложных профилей.
Погонаж – от слова погонный метр, то есть продукция продается в погонных метрах. Это могут быть доски палубные, половые и террасные (лиственница – прекрасный выбор в данном случае), брус, профиль, паркетная доска, планкен, доски для обшивки (вагонка), плинтусы и декоративные профили. Каждый из пиломатериалов занял свою нишу в строительстве.
Какой должна быть влажность лиственницы после сушки?
Камерная сушка имеет немало преимуществ по сравнению с атмосферной (естественной). В первую очередь, речь идет о возможности создания благоприятных условий для удаления влаги из дерева, контроле за процессом и значительной экономии времени.
Сушка древесины в промышленных условиях может производиться в газообразной среде, в поле токов высокой частоты и в расплавленных средах. Помимо того, применяют контактную сушку, при которой древесина соприкасается с нагретыми до высокой температуры металлическими плитами.

Учитывая природные свойства древесины лиственницы, сушка такого сырья требует тщательного соблюдения температурного режима и наличия первоклассного лесосушильного оснащения. Лиственница имеет весьма высокую естественную влажность, причем степень влагопроводности ядровой части дерева намного ниже, чем заболонной. Это повышает коэффициент усушки данной породы дерева по сравнению с другими видами хвойных пород.
Кроме того, данное физическое свойство материала увеличивает вероятность коробления и растрескивания заготовок, возникающих как при обычной сушке в естественных условиях, так и при использовании лесосушильных конвекторных камер.
В итоге, если не учитывать индивидуальные физико-механические показатели капризной лиственничной древесины, при нарушении технологии сушки возникает немалое количество брака, а объем заготовок, сортность которых пришлось снизить из-за дефектов, может достигать до 50% от первоначального объема сырья!
Во избежание перерасхода материала и значительных убытков, компании, которые тщательно следят за качеством выпускаемых пиломатериалов, применяют новейшие технологии обработки древесины. Современные сушильные камеры оборудованы высокочувствительными датчиками и системой увлажнения материала. Устройства имеют цифровое управление, поэтому весь процесс сушки можно отслеживать на экране компьютера и при необходимости менять рабочие параметры.
Если погонаж предназначен для внутренней отделки, то доску сушат до 12%, если для внешней – например, декинг или планкен, то до 16%.
Изготовление погонажных изделий из обрезной доски
После сушки доски подвергают предварительной сортировке на сорт 0–1 и 2–4 и отправляют в строгальный цех, где из них изготовляют непосредственно изделия. Такой вид обработки, как строгание, производится на специализированном фрезерном оборудовании, в частности четырехстороннем строгальном станке.
Прибор получил такое название, потому что он позволяет производить обработку заготовки сразу с четырех сторон, поэтому в один прогон мы получаем готовое изделие. Данное оснащение может отличаться в зависимости от мощности: существуют станки с небольшой нагрузкой и устройства, предназначенные для выполнения внушительного объема работы.

Фрезерные деревообрабатывающие станки оборудованы специальным механизмом для захвата и подачи пиломатериала в рабочую зону, что обеспечивает автоматизацию процесса и высокую производительность.
При помощи четырехстороннего строгального станка удается получить различные виды погонажной продукции. Самым простым примером являются калиброванные доски, имеющие идеально точные габариты. Этот вид материалов традиционно используют для облицовки.
Что касается строганой доски, то, помимо идеально точных размеров, она обладает гладкой и ровной поверхностью. Толщина строганой доски варьируется от 20 до 40 миллиметров, а ширина конструкции — от 80 до 150 миллиметров.
Благодаря высокой точности размеров и эстетической привлекательности строганая доска прекрасно себя зарекомендовала в качестве материала для наружной и внутренней отделки.
Для изготовления вагонки обрезную доску строгают на фрезерном станке с одной или двух сторон, а затем с боковых сторон производят фальцовку либо шпунтовку. Фальцовка дает возможность получить вагонку, которую в дальнейшем можно устанавливать впритык, а шпунтовка предусматривает наличие выемки для выступа, благодаря которому соседние доски крепят друг к другу методом «шип-паз».
Чтобы изготовить доску пола или другие виды погонажных изделий для напольного покрытия, обрезную доску строгают с четырех сторон и профилируют, благодаря чему при монтаже пола доски крепят между собой с помощью соединения «шип-паз». Такая техническая особенность позволяет получить покрытие без стыков и щелей, которое не скрипит и не прогибается. Толщина доски пола варьируется от 22 до 50 миллиметров, а ширина изделия составляет от 85 до 150 миллиметров.
Окончательная сортировка проводится подготовленным специалистом – брокером. Он делит погонаж на сорт экстра (без дефектов), А (допускается один изъян на погонный метр), В (до 3 дефектов), С (не допускаются трещины и дыры от выпавших сучков, остальные дефекты не учитываются) и сорт D (возможны любые дефекты).
Конечно, от того, какого сорта будет погонажное изделие, зависит его стоимость. Когда оценка проведена, каждый сорт отдельно упаковывается в специальную термоупаковочную пленку. Теперь лиственничный погонаж готов к отправке на реализацию.
Сорт «Экстра» и А являются элитными и характеризуются достаточно высокой ценой. В то же время, как показывает практика, для достижения эффектного внешнего вида деревянного покрытия вовсе необязательно приобретать пиломатериалы высшего сорта.
Наличие небольших дефектов на поверхности дерева является скорее достоинством, чем недостатком, ведь они позволяют придать готовому изделию индивидуальность и подчеркнуть натуральную красоту материала.
С помощью тонировочных составов при необходимости можно подкорректировать исходный оттенок. Именно по этой причине наибольшее распространение среди покупателей получили сорта В и С. Они представляют собой идеальный компромисс между стоимостью и потребительскими свойствами товара.
Художественная обработка погонажных изделий
Для повышения эстетической ценности изделий пиломатериалы могут подвергаться дополнительной обработке. Например, благодаря брашированию (искусственному состариванию древесины) материал приобретает особую солидность, что позволяет использовать его при создании эксклюзивных интерьеров.
Браширование производится с применением специального устройства, оснащенного щетками. На первом этапе осуществляется обработка верхнего слоя древесины при помощи насадки с металлической щетиной, что позволяет удалить мелкие дефекты и вмятины.
После этого выполняется шлифовка изделия при помощи пластиковой щетки, которая придает поверхности гладкость и подчеркивает фактуру дерева. Чтобы усилить визуальный эффект, браширование может производиться совместно с тонированием древесины. Чаще всего искусственному состариванию подвергают паркетную доску, из которой впоследствии получается по-королевски роскошное покрытие пола.
Не менее популярным является и обычное тонирование с помощью специального цветного или бесцветного лака либо масла. Бесцветные покрытия призваны подчеркнуть уникальную текстуру древесины и естественную красоту материала, а колеровочные составы необходимы, чтобы скрыть имеющиеся на поверхности изъяны и придать поверхности более ухоженный вид.

Еще один весьма необычный метод декоративной обработки паркетной доски заключается в создании искусственных повреждений. Для этого в специальную камеру помещают мелкие металлические предметы, после чего камера начинает быстро вращаться.
Паркетную доску пропускают сквозь центрифугу, что приводит к появлению хаотично расположенных повреждений — своеобразных шрамов на поверхности дерева. Такая процедура создает оригинальный визуальный эффект, благодаря которому можно получить паркет «с историей», не уступающий по внешнему виду старинным покрытиям.